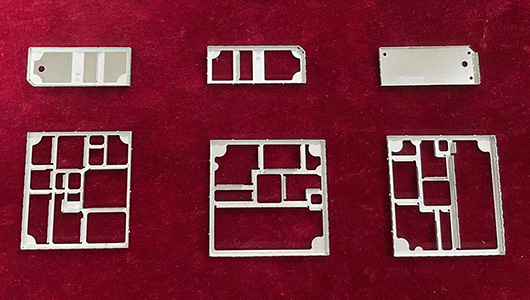
高精度精密五金冲压常见问题:
1.毛刺问题:在金属板料经过冲压设备时,由于金属断裂和塑性变形,零件边缘会形成细小突出物,即毛刺。高速冲压可能会加剧材料的断裂,产生更多毛刺,影响零件的装配精度。
2.模具模板开裂:模具模板的开裂爆裂是五金冲压模具行业中的常见问题,可能由模具设计的合理性、材料品质以及冲压操作过程控制不当等因素引起。
3.不锈钢翻边变形:在制造翻边时,材料扭曲变形和翻边孔底部磨损是常见问题。使用优质成形润滑剂可以有效防止这些问题。
4.冲孔时材料扭曲:冲切孔时,孔周边材料被向下拉伸,导致板材上表面拉应力增大,下表面压应力增大。随着冲孔数目的增加,拉应力和压应力也会成倍增加,导致板材变形。
5.表面划伤、冲孔带料、塌陷、尺寸不符、少孔、缩颈、开裂、起皱、叠料、拉毛、波浪、鼓包、凹坑、麻点、翻边不垂直、翻边高度不一致等问题:这些问题都会影响冲压件的质量和精度。
解决问题的方法:
1.解决毛刺问题:可以通过优化冲压工艺和选择合适的冲压参数来减少毛刺的产生。
2.防止模具模板开裂:确保模具设计的合理性、选择高质量的材料、严格控制冲压操作过程,以及合理的热处理工艺可以减少模板开裂的风险。
3.防止不锈钢翻边变形:在制造翻边之前向材料施用优质成形润滑剂,以减少变形和磨损。
4.解决冲孔时材料扭曲问题:可以每隔一个孔冲切,然后返回冲切剩余的孔,以瓦解因同向连续一个紧接一个地冲切而产生的拉应力和压应力积聚。



 当前位置:
当前位置: