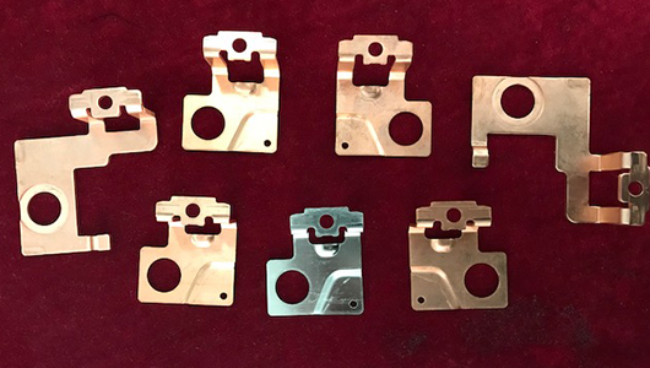
精密五金冲压件的检测标准与方法:
一、检测标准
1.尺寸精度
依据图纸公差要求(如ISO2768-mK级),关键尺寸通常需满足±0.05mm以内。
2.外观质量
表面无划伤、压痕、锈蚀;毛刺高度≤0.03mm(视材料厚度而定)。
符合《冲压件外观检验规范》(企业标准或客户协议)。
3.材质与性能
材质成分需符合GB/T3280(不锈钢)等材料标准,硬度测试(HV/HRC)满足设计要求。
盐雾试验:中性盐雾(NSS)48小时无红锈(如ISO9227)。
二、检测方法
1.尺寸检测
工具:卡尺、千分尺(精度0.01mm)、投影仪(2D轮廓比对)。
精密测量:三坐标测量仪(CMM,精度±0.003mm),扫描关键形位公差(平面度/同轴度)。
2.外观检测
目视检查(依MIL-STD-105E抽样标准),辅助10倍放大镜或显微镜。
自动化方案:机器视觉系统(AOI)自动识别划痕、污渍。
3.功能与可靠性
材质验证:光谱仪(成分分析)、硬度计(洛氏/维氏)。
镀层/涂层:X射线荧光测厚仪(膜厚≥3μm,误差±10%)。
结构测试:拉力试验机(焊点强度)、气密性检测(密封件)。
三、流程控制
首件检验:量产前全尺寸复核,签署FAI(首件报告)。
过程抽检:每2小时按AQL1.0抽样(GB/T2828.1)。
全尺寸报告:每批次提供CPK≥1.33的关键尺寸SPC数据。
精密冲压件需融合传统量具与设备(如CMM、AOI),严格遵循设计图纸与,通过过程监控确保尺寸、外观、功能,满足汽车、电子等高精度领域需求。
苏州市鼎泰精密机械有限公司专业生产苏州汽车电子端子,苏州直线型吻合器,,五金弹片,汽车电子金属零部件,低压电器端子,医疗手术器械金属零部件等产品。运用精密连续冲压模具成型和高速数控冲压技术,研发、设计、生产、销售各种类型的精密五金冲压产品,主要为世界知名企业提供金属零部件产品和服务。冲压产品运用领域广泛,欢迎来电咨询:13601544397卢经理。



 当前位置:
当前位置: